Pritrdilni elementi spadajo med splošne osnovne dele, običajno imenovane tudi "standardni deli".Pri nekaterih pritrdilnih elementih z visoko trdnostjo in natančnostjo je površinska obdelava celo pomembnejša od toplotne obdelave.Vse vrste pritrdilnih elementov, ki se uporabljajo v velikem številu mehanske opreme, je skoraj vse treba sestaviti po površinski obdelavi, da se doseže antikorozijska odpornost, dekoracija, odpornost proti obrabi, zmanjša koeficient trenja in drugi učinki, in anorganska površinska obdelava, elektrogalvanizacija in vroče cinkanje. tehnologija nanosa katodne zaščite.
Načelo elektrogalvaniziranih jeklenih pritrdilnih elementov je uporaba elektrolize, tvorba enakomerne, goste, dobro kombinirane plasti nanosa kovine ali zlitine na površini obdelovanca, tvorba plasti prevleke na površini jekla, da se doseči zaščito pred korozijo jekla.Zato je elektrogalvanizirana prevleka usmerjeno gibanje od pozitivne elektrode k negativni elektrodi z uporabo toka.Zn2+ v elektrolitu nukleira, raste in se odlaga na substrat pod vplivom potenciala, da tvori pocinkano plast.Pri tem procesu med cinkom in železom ni procesa difuzije.Iz mikroskopskega opazovanja mora biti plast čistega cinka.V bistvu vroče pocinkana plast železo-cinkove zlitine in plast čistega cinka ter pocinkana samo plast čistega cinkovega sloja, tako da s plastjo železo-cinkove zlitine iz prevleke temelji predvsem na identifikaciji metode premazovanja, primerne za pocinkani pritrdilni elementi, jeklena žica, jeklene cevi in drugi izdelki.Metalografska metoda in metoda XRD se uporabljata za odkrivanje prevleke za razlikovanje elektrogalvanskega in vročega cinkanja ter za podajanje smernic za analizo napak.
Obstajata dve metodi za identifikacijo elektrocinkanih in vročih cinkanih premazov.Ena je metalografska metoda: metalografska metoda ni omejena z obsegom vsebine in velikostjo vzorca in je primerna za vse izdelke elektrogalvanskega in vročega cinkanja.Druga je metoda rentgenske difrakcije: uporabna za premer več kot 5 mm vijakov in matic v šesterokotni ravnini;Zunanji premer je večji od 8 mm površinskih radianskih izdelkov iz jeklene cevi, da se zagotovi, da se vzorec lahko naredi v najmanjšo velikost 5 mm × 5 mm površinskega ravnega vzorca in vseh vrst premaznih izdelkov.Lahko potrdi kristalno strukturo vsebnosti prevleke ≥5% faze.Vzorci z zelo debelimi nanosi čistega cinka niso primerni za rentgensko difrakcijo.
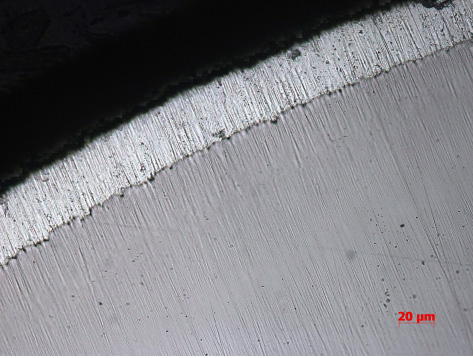
elektrocinkanje

vroče cinkane prevleke
Čas objave: 15. september 2022